Kağıt Nedir? Kağıdın Yapımı ve Kullanım Alanları
Kağıt Nedir? Kağıdın Yapımı ve Kullanım AlanlarıVIP VIP Üye
Kâğıt
Çoğunlukla selüloz elyafının elek üzerinde keçeleştirilmesi yoluyla elde edilen ince yaprak (safiha). Yazılı iletişimde ve bilginin saklanmasında kullanılan temel malzeme olan kâğıttan ambalajlama, paketleme, yalıtma, fotoğrafçılık, temizlik gibi çok çeşitli kullanım alanlarında da yararlanılır.
Sponsorlu Bağlantılar
TARİHİ.
İnsanların üzerine yazı yazdıkları ilk malzemeler taş ve kil tabletler ile ağaç levhalardı. İÖ 3000’lerde Mısırlılar, bu amaç için, Nil Irmağı boyunca bol miktarda yetişen papirüs bitkisinden yararlanmaya başladılar. Bu bitkinin gövdesindeki lifli katmanlar çıkarılıp yan yana dizilir, böylece oluşan yaprak ıslatılır ve daha sonra da tokmaklanarak sıkıştırılırdı. Aynı dönemlerde İbranilerin tirşeden (hayvan derisi), Pergamonluların (Bergama) parşömenden, Perslerin bambu örgüsünden ve Çinlilerin ipek yapraklardan yararlandığı bilinmektedir.
Kâğıdı İS 2. yüzyılda Çinlilerin geliştirdiği kabul edilir. O dönemde imparatorluğu yönetmekte olan Han hanedanının tarım bakanlığını yapan Cai Lun İS 105’te dut ağacı ve öbür soymuk elyafının yanı sıra balık ağları, eski paçavralar ve kenevir atıklarından yararlanarak kâğıt yapraklar üretmeyi başardı. Çinliler, geliştirdikleri bu yeni sanatı uzun süre titizlikle gizlediler; ama 8. yüzyılın başlarından itibaren kâğıt yapımcılığı yavaş yavaş batıya doğru yayıldı ve 751’de Orta Asya’daki Semerkand’da kâğıt üretilmeye başladı. Öte yandan daha önce Türklerin ipek elyafından tokmaklama tekniğiyle hamur hazırladıktan ve böylece elde ettikleri yaprağa “kakat” ya da “kakaç” dedikleri bilinmektedir. Daha sonra kakat sözcüğü kağat olarak Arapçaya ve Farsçaya geçti. İslam kültürünün en parlak döneminde halifelik yapan Harun Reşid zamanında, 793’te Bağdat’ta ilk kâğıt imalathanesi kuruldu. Avrupa ise kâğıt yapımını Araplardan öğrendi. Bu tekniği önce İtalyanlar, 9-11. yüzyıllar arasında Sicilya’yı ellerinde tutan Araplardan öğrendiler ve daha sonra Avrupa’ya yaydılar. 14. yüzyılda, başta İspanya, İtalya, Fransa ve Almanya olmak üzere çoğu Avrupa ülkesinde kâğıt üretimi yapılmaktaydı. 1450’de matbaanın keşfiyle kâğıda gereksinim hızla arttı.
Bu dönemde kâğıt hamuru keten ve pamuk paçavralarından hazırlanıyordu ve bu teknik 18. yüzyıla değin fazlaca değişmeden kaldı; ama bu yüzyılda kâğıda gereksinimin daha da artmasıyla hammadde sıkıntısı çekilir oldu ve daha bol bulunan bir hammaddenin kullanılacağı yeni bir imalat tekniği aranmaya başladı. Bu amaçla önce ağaç liflerinin mekanik yolla gövdeden ayrılması yöntemi geliştirildi; ardından, ağacın çeşitli kimyasal çözeltilerle işlenerek, ağaçtaki odunözünün (lignin) ve öteki bileşenlerin ayrılması ve geriye yalnızca liflerin bırakılması tekniği uygulamaya kondu.
1800’e değin, kâğıdın mürekkep dağıtmasını önlemek için yapraklar bitkilerden ya da hayvanlardan elde edilen tutkallarla sıvanırdı (aharlama). Bu tarihte Almanya’ da Moritz Friedrich Illig, kâğıdı teknelerde kolofan ve şapa yatırarak geçirimsiz kılmayı başardı. Öte yandan 1774’te klor elementinin bulunmasıyla, günümüzde de yaygın olarak kullanılan, kâğıt hamurunun klorla beyazlatılması tekniği geliştirildi.
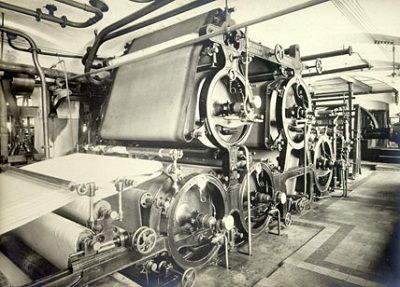
Kâğıt makinesi geliştirilmeden önce yapraklar tek tek üretilirdi. Bunun için odun hamuru önce bir teknede istenen ölçüde seyreltilir; ardından, alt tarafı elek biçimindeki bir kalıp tekneye daldırılarak ağaç hamuru ince bir katman halinde dışarı çekilirdi. Hamurun suyu elekten süzüldükten sonra da yaprak iki keçe arasına yerleştirilerek preslenirdi. 1798’de Fransız mucit Nicolas-Louis Robert, hareketli bir elek bant düzeneği geliştirdi. Kâğıt hamuru tekneden banta sürekli olarak besleniyor, bant da yaprağı kırmadan bir çift merdanenin arasına taşıyordu. 1807’de İngiliz mucit kardeşler Henry ve Sealy Fourdrinier, bu makinenin gelişmiş bir modelini imal ederek patentini aldılar. İki yıl sonra da İngiliz kâğıt imalatçısı John Dickinson tek silindirli (Yankee tipi) bir kâğıt makinesi yaptı. 1875’te, o sıralarda yeni geliştirilmiş olan fotogravür tekniğiyle gerçekleştirilen tramlı baskılarda kullanılan kâğıtların, makinelerin yardımıyla ışığa duyarlı malzemeyle kaplanmasına yönelik bir işlem geliştirildi. 1884’te de Alman mucit Cari F. Dahi, sülfat yöntemiyle kraft selülozu hazırlamayı başardı.
KÂĞIT ÜRETİMİ.
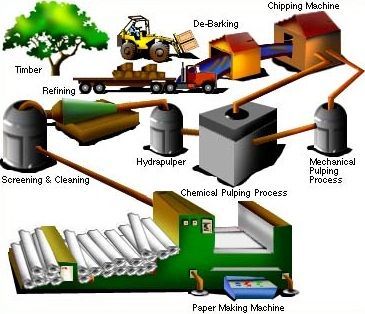
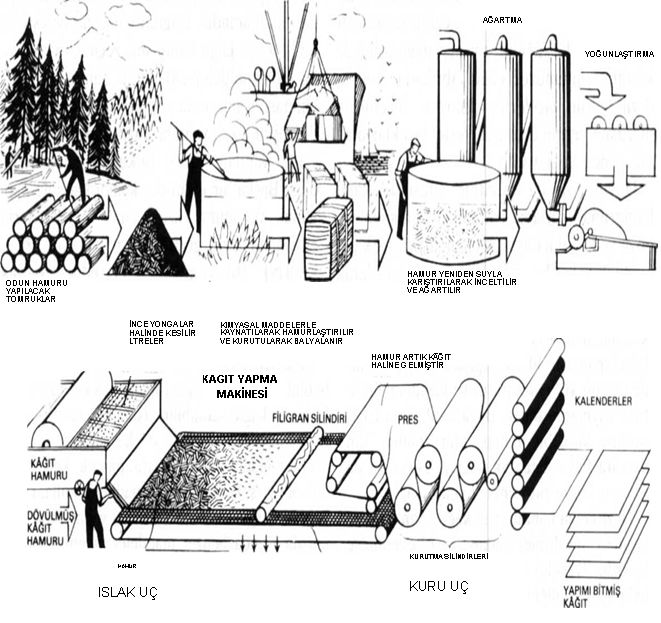
Eski bir sanat olan kâğıt yapımı yeni buluşlarla oldukça gelişmiş bir sanayiye dönüşmüşse de temel işlemler hemen hemen aynı kalmıştır. Bu işlemler başlıca beş aşamaya ayrılır:
1) Selüloz elyafının su içinde öğütülmesiyle liflerin birbirinden tümüyle ayrılması ve suya doyarak suda asıltı durumuna gelmesi,
2) Hazırlanan bu kâğıt hamurunun, kafes örgülü bir eleğin üzerinde süzülerek keçeleşmiş elyaf yaprağı durumuna dönüşmesi,
3) Islak yaprağın sıkıştırılarak suyunun büyük bir bölümünün uzaklaştırılması,
4) Suyun geri kalan bölümünün buharlaşmayla uzaklaştırılması,
5) Kuru yaprağın, kullanım alanının gereklerine göre yeniden sıkıştırılması, kuşelenmesi ya da yüzeyinin tutkallanması.
Elyaf kaynakları.
Bütün bitkilerin hücre duvarları düz zincirli bir polisakkarit olan selüloz elyafı içerir. Islak haldeyken bile dayanımı çok yüksek olduğundan, selüloz elyafı kâğıt yapımı için son derece elverişli bir malzemedir. Günümüzde en yaygın kullanılan elyaf kaynağı, ormanlardan kesilen ağaç tomruklarıdır. Ağacın gövdesi temel olarak liflerden oluşur; gövdede özekdoku (parenkima) ve özbölüm gibi lifsiz maddeler çok az miktarda bulunur. İğneyapraklı ağaçlardan elde edilen yumuşak odunlardaki liflerin uzunluğu 2-4 mm, yaprakdöken ağaçlardan elde edilen sert odunlardakinin ise 0,5-1,5 mm arasındadır. Uzun lifler kâğıdın dayanımını artırır; kısa lifler ise dolgu maddesi etkisi gösterir ve kâğıdın yüzeyine düzgünlük ve matlık kazandırır. Odun hamurunun hazırlanmasında sülfit işleminin uygulandığı ilk dönemlerde çoğunlukla ladin ve göknar ağaçları yağlenirdi. Teknolojik gelişmeler sonucunda ve özellikle sülfat işleminin bulunmasıyla bütün ağaç türleri kullanılabilir oldu.
II. Dünya Savaşı’ndan sonra, kereste fabrikalarının odun talaşı gibi atıkları da hammadde olarak kullanılmaya başladı ve kâğıt fabrikaları giderek tomruk yerine yonga depoladılar. Renk, dayanım, pürüzsüzlük ve görünüm açısından üstün nitelikli kâğıtların üretilmesinde daha çok dokuma sanayisinin pamuklu ve keten kumaş atıklarından, kullanılmış paçavralardan ve kıtıklardan elde edilen elyaftan yararlanılır. Kesilerek içindeki yabancı maddeler ayıklanan paçavralar, seyreltik kalsiyum hidroksit ve sodyum hidroksit ya da sodyum karbonat çözeltisiyle pişirilir ve yıkanır. Daha sonra mekanik yolla dövülen malzemenin lifleri ve ipçikleri kısaltılır ve bunların birbirine sıkıca bağlanması sağlanarak yaprağın dayanıklılığı artırılır.
Kâğıt hamuru yapımında atık kâğıt ve kartonların yeniden değerlendirilmesi, ağaç elyaf gereksinimini azalttığı gibi, katı atıklan en aza indirerek önemli bir çevre kirliliği sorununa da çözüm getirmiştir. Atık kâğıtlar, yüksek nitelikli kâğıtlar, eski oluklu mukavvalar, gazete kâğıtları ve karışık kağıtlardan oluşur. Toplanan bu atık kâğıtlar sınıflandırıldıktan sonra karıştırıcılı silindir tanklarda sıcak su, sodyum hidroksit, sodyum karbonat, sodyum silikat, fosfatlar ve ıslatıcılar gibi kimyasal katkı maddeleriyle birlikte karıştırılarak liflere ayrılır ve dağıtılır. Hamurun içinde kalan çöpler ve metaller özel aygıtlarla toplanıp ayrıldıktan sonra yıkanır ve üretilecek kâğıdın cinsine göre mürekkebi giderilir ya da doğrudan üretime girer. Bu yolla elde edilen hamurun dayanımı düşük olduğundan ham elyaftan hazırlanan hamurla karıştırılarak kullanılabilir.
Selüloz elyafı bitki saplarının başlıca bileşeni olduğundan, çok sayıda bitki kâğıt üretiminde hammadde olabilir. Dünyanın ormanca fakir olan bölgelerinde, kâğıt üretimi önemli ölçüde yıllık bitkilere ve tarımsal ürünlere dayanır. Örneğin, çoğu ülkede samandan yararlanılır. Odunsu olmayan bitkilerin sapları oduna göre daha az selüloz ve odunözü içerdiğinden, bunlardan hazırlanan kâğıtlar serttir ve daha kolay yırtılır. Odunsu olmayan bitkilerden hamur hazırlamada kullanılan kimyasal maddeler sodyum hidroksit, sodyum karbonat, kalsiyum hidroksit ve sodyum sülfür ile sodyum hidroksit karışımı olan kraft likörü (pişirme çözeltisi) gibi alkalilerdir. Bazı Güney Amerika ülkelerinde ve Ortadoğu’da başlıca kâğıt hammaddesi olan şekerkamışı küspesi yüzde 65 oranında ve uzunluğu 1,5-7 mm arasında değişen lifler içerir. Lifsiz özbölüm mekanik yolla ayrıldıktan sonra sodyum hidroksit ya da kraft likörüyle pişirilerek hamur hazırlanır. Akdeniz çevresinde özellikle İspanya’nm güney ve Afrika’nın kuzey bölgelerinde yetişen bir çöl bitkisi olan alfa otu, odunsu olmayan bitkilerin çoğundan daha fazla selüloz içerdiğinden ve bütün liflerinin boyu ile biçimi aynı olduğundan, ayrıca kâğıt makinesinde suyunu serbestçe bıraktığından kâğıt yapımı için uygun bir maddedir. Alfa otundan hazırlanan baskı kâğıtları oldukça esnek ve mattır, ayrıca nem değişikliklerinden etkilenmez.
Gövdesinin sertliği ve yoğunluğu oduna benzeyen, kolayca büyüyebilen ve Asya’nın güneydoğusunda bolca yetişen bambu bitkileri de Hindistan’da, Tayland’da, Filipinler’de ve Çin’de kâğıt üretiminde yaygın olarak kullanılır. Liflerinin büyük bir bölümünü uzun, esnek ve öbür maddelerden kolayca ayrılabilen soymuk liflerinin oluşturduğu keten, kenevir, jüt ve kenaf bitkileri dokumacılıkta ve halat yapımında kullanılır. Bunların ikinci kalite olanlarından ve artıklarından kâğıt yapımında da yararlanılır. Bu bitkilerden elde edilen kâğıt, son derece dayanımlı ve uzun ömürlü olduğundan, aşındırıcı ve paket kâğıtlarının yapımında kullanılır. Ayrıca teksir kâğıdı, kopya kâğıdı gibi çok hafif ve dayanıklı kâğıtların yapımında da bu bitkilerden yararlanılır. Üstün nitelikli sigara kâğıdı üretimi için özel keten yetiştirilir.
Doğal selüloz elyafının boyutları ve biçimi farklıdır; buna karşılık istenilen uzunlukta ve çapta eşboyutlu yapay elyaf üretilebilir. Yapay elyaf, özellikle uzun liflerin gerekli olduğu dayanıklı ve kalın kâğıtların üretiminde kullanılır. Öte yandan, güçlü asitlere karşı bile dayanıklı yapay elyaf türleri hazırlanabilir. Bu elyaflardan üretilen kâğıtlar ise kimyasal süzme işlemlerinde kullanılır. Isıya ve kimyasal etkilere karşı çok dayanıklı olan cam elyafından da kâğıt üretilebilmektedir. Ne var ki yapay elyaf doğal elyafa göre daha pahalıdır. Bu nedenle ancak çok üstün nitelikli kâğıtların üretiminde yapay elyafa başvurulur. Yapay elyaftan hazırlanan kâğıtlar ile keçeleştirilerek hazırlanan dokuma türleri arasında büyük benzerlik olduğundan, bu tür kâğıtlar ile kumaşlar arasında belirgin bir ayırım yapmak zordur.
Odun hamurunun elde edilmesi.
Odun hamurları mekanik ya da kimyasal işlemlerle hazırlanır. Mekanik yolla hazırlama işleminde, tomruklar önce kesilir ve büyük döner tamburlarda kabukları soyulur. Daha sonra nem oranının yüzde 45-50’ye çıkarılması için ıslatılır ve doğal kumtaşı ya da silisyum karbür ve alüminyum oksitten yapay olarak hazırlanmış aşındırıcıların (şlayfer taşı) yardımıyla öğütülerek lifleri ayrılır. Hamur daha sonra bir dizi elekten geçirilerek yabancı maddeden, lifleri ayrılmamış kıymıklardan, budaklardan ve kabuklardan arındırılır ve kâğıt fabrikasında kullanılmak üzere depolanır.
Kimyasal hazırlama yöntemi ise, odun yongalarının kimyasal çözeltilerle çok yüksek sıcaklık ve basınç koşulları altında pişirilmesi işlemine dayanır. Fazla kükürt dioksit içeren sülfit tuzları ve sodyum hidroksitle sodyum sülfür karışımından hazırlanan çözeltiler, fırınlamada kullanılan kimyasal maddelerdir. Pişirme sonucunda odunözü çözünür ve lifler bütün olarak ayrılır. Beyazlatma işlemiyle de daha ileri atık kan budak, düğüm ve lif demeti tutucuları ve elekler bir arıtma gerçekleştirilir. Alkali çözeltilerle özütleme ve beyazlatma yoluyla arılaştırılan kimyasal odun hamuru alfa hamuru ya da çözünen hamur olarak da bilinir ve reyon (yapay ipek) ile selüloz filmi üretiminde, selüloz nitrat, selüloz asetat gibi selüloz türevlerinin eldesinde kullanılır. Yarıkimyasal işlemler ise, odun yongalarının odunözünü yumuşatmaya ve yalnızca bir bölümünü sülfit ya da alkali çözeltisiyle çözmeye yetecek miktarda ve koşullarda pişirilmesiyle hazırlanır. Yumuşatılmış yongaların lifleri daha sonra ayrılır.
ABD’li kimyacı B.C. Tilghman 1857’de sülfüröz asidinin odunu yumuşattığını ve liflerinden ayırdığını gözlemledi; ayrıca, yüksek sıcaklık ve basınç koşulları altında, kalsiyum hidroksit gibi alkalilerin hamurun yanmasını ve renginin bozulmasını önlediğini buldu. 1870’lerde İsveç, İngiltere, Almanya ve Avusturya’da sülfit işlemiyle ilgili araştırmalar hızlandı ve birkaç yıl içinde bu işlem Avrupa ve Kuzey Amerika’da ticari olarak uygulanmaya başladı. Sülfit hamuru, paslanmaz çelikten ya da aside dayanıklı seramikle kaplanmış çelikten basınçlı kaplarda pişirilir. Odun yongalarıyla doldurulduktan sonra pişiriciye yüzde 4-8 oranında suda çözünmüş halde serbest kükürt dioksit, yüzde 2-3 oranında bisülfit içeren sıcak sülfit likörü pompalanır. Buharla pişirme işlemi tamamlandıktan sonra boşaltma vanası hızla açılarak yongalar boşaltma haznesine alınır. Boşaltmanın şiddetinden lifler açılır. Hamur, yüzde 1-6 oranında budak, pişmemiş yonga, kabuk, lif demetleri ve kıymıklar gibi istenmeyen maddeler içerdiğinden, tane büyüklüğüne göre ayırma yapan eleklerden geçirilerek temizlenir. Yumuşak odundan hazırlanan sülfit hamurlarının rengi oldukça açık ve dayanımı daha iyi olduğundan beyazlatılmış halde öğütülmüş kâğıt hamuruyla karıştırılıp baskı kâğıtlarında kullanılabilir. Parlak beyaz kâğıt üretiminde, hamurda kalan odunözü beyazlatma işlemiyle giderilir.
1851’de odunun sodyum hidroksitle yüksek sıcaklık ve basınç koşullarında pişirilmesi yöntemi geliştirildi. Ayrıca, bu işlem sırasında sodyum hidroksit çok fazla tüketildiğinden, bu çözeltinin kullanılmış pişirme liköründen geri kazanılmasına yönelik yeni teknikler bulundu. 1884’te Alman kimyacı Cari F. Dahi, alkali hamur hazırlama işlemlerinde kullanılan sodyum karbonatın yerine sodyum sülfattan yararlanılabileceğini gözlemledi. Bunun üzerine sodyum hidroksit ile sodyum sülfürden oluşan pişirme likörleri kullanılmaya başladı. Bu likörle sürdürülen işleme sülfat işlemi, elde edilen hamura ise kraft hamuru denir; kraft hamuru, soda hamuruna oranla daha dayanıklıdır.
Sülfat işleminde, odun yongaları ve pişirme likörü, yüksek sıcaklık ve basınç altında pişirme kazanlarına ya da çok bölmeli yüksek kulelere beslenir. Yongalar aşağı doğru inerken hem doyar (emprenye), hem de pişer. Öteki bölmelerde ise, kullanılmış likör temizlenerek yongalardan arındırılır.
Kesikli çalışan pişirme kazanlarında ise kazana önce yongalar doldurulur, ardından da daha önce kullanılmış “siyah likör” ile kimyasal geri kazanım tesisinde hazırlanan sodyum hidroksit ve sodyum sülfür çözeltisinden oluşan “beyaz likör” karışımı pompalanır. Pişirici doğrudan buharla ya da pişirme likörünün bir ısı değiştiriciden geçirilmesi yoluyla ısıtılır. Kraft hamuru hazırlama sürecinde {bak. çizim 1) pişirme işlemi tamamlandıktan sonra hamur kullanılmış likörden temizlenir, elenir, ardından ya doğrudan kâğıt makinesine ya da beyazlatma bölümüne gönderilir. Kullanılmış likörün bir bölümü bir sonraki pişirmede yararlanılmak üzere beyaz likörle karıştırılırken, öbür bölümü pişirmede gerekli olan kimyasal maddelerin hazırlanmasında kullanılmak üzere geri kazanma bölümüne gönderilir. Pişirmede kullanman sodyum, kullanılmış likörün içinde sodyum tuzlan ve organik türevleri halinde bulunur; bu nedenle, üretim maliyetlerinin düşürülmesi amacıyla geri kazanılarak yeniden kullanılır.
Yarıkimyasal hamur hazırlamada, yonga- lann yumuşatılması ve inorganik çözeltilerle pişirilmesi işlemleri kimyasal hamur hazırla madakinin aynısıdır; ama daha az miktarda kullanılır, kimyasal çözelti ve pişirme görece daha düşük basınç ve sıcaklık altında gerçekleştirilir. Pişirmede temel olarak nötr sodyum sülfit çözeltisi kullanılmakla birlikte, kimi zaman sodyum hidroksit, sodyum bisülfit ve kraft pişirme liköründen de yararlanılır. Pişirme işleminden sonra yumuşamış yongalar disk tipi incelticilerde (rifayner) öğütülerek lifler halinde ayrılır ve hamur hazırlanır.
Beyazlatma ve yıkama. Kâğıt hamurlarının beyazlatılmasında kalsiyum ve sodyum hi- pokloritlerin kullanılması 19. yüzyılın başlarına dayanır. Sülfit hamuru üretiminin ilk günlerinde düşük yoğunluktaki hamurun kalsiyum hipokloritle tek aşamalı bir işlemle beyazlatılması sonucunda istenilen beyazlık elde edilebilmişti.
Bu basit beyazlatma işlemi kraft hamuru için uygun olmadığından beyazlatılmamış hamurun tipine ve istenilen özelliklere göre çeşitli kimyasal işlemlerin uygulandığı çok aşamalı beyazlatma yöntemleri geliştirildi.
Modern bir beyazlatma tesisinde, beyazlatılacak hamur önce yüzde 3-4 oranında klor gazıyla 21°C-27°C’de hızla karıştırılır. Klorun hamurdaki karbonhidrat olmayan bileşenlerle tepkimeye girmesi sonucunda odun- özünün bir bölümü çözünür. Bunu izleyen aşamada klorlu bileşikler seyreltik sodyum hidroksit çözeltisiyle özütlenerek çözünür ve sonra da yıkanır. Son aşamada çok bazik bir hipokloritle çözelti nötrleştirilir ve son bir yıkamadan geçirilir. Son beyazlatma aşamalarında az miktarda klor dioksit (CIO2) kullanılarak selüloz bozunmadan yüksek beyazlık ve arılık elde edilebilmektedir.
Hamurun hazırlanması.
Selüloz elyafı halindeki kâğıt hamuru, kâğıt makinesine girmeden önce mekanik bir işlemden geçirilir. Bu işlem liflerin kesilmesi, dövülmesi, birbirine sürtülmesi ya da ezilmesi gibi çeşitli yollarla yapılabilir. Ezme ve dövme işlemleri, elyaftaki suyun daha iyi işleyerek liflerin şişmesini ve esnek olmasını sağlar. Aynca bu mekanik işlemler sonucunda elyaf yüzeyi üzerindeki çok ince iplikçikler ayrılır ve lifler saçaklanır. Öğütme işlemi uygulandığında elyafın su bırakma oranı azaldığından bu işlem, daha gözeneksiz, daha yumuşak ama yırtılma dayanımı daha yüksek kâğıtların üretiminde uygulanır.
Eskiden tokmaklarla sürdürülen öğütme işlemi günümüzde, hollender denilen makinelerle yapılır. Hollender, bir yatak üzerinde hareket eden ağır bir merdaneden (vals) oluşur. Öğütme ilerledikçe merdane bütün ağırlığıyla elyafın üzerine binecek biçimde yavaş yavaş aşağıya indirilir. Böylece elyaf ezilip dağılarak saçaklanır ve suyu soğura- rak şişer. Bu yolla öğütülen elyaf kâğıt makinesinin eleği üzerinde suyunu daha geç bırakır ve daha iyi bağlanır.
Hollenderler daha çok özel kâğıt üreten küçük imalathanelerde kullanılır. Büyük ölçekli kâğıt fabrikalarında ise kesiksiz çalışan çeşitli incelticilerden yararlanılır. Bu aygıtlarda elyaf önce bıçaklı selüloz açıcılarda (hidropulper) açılır. Çok çeşitli türleri olmakla birlikte, bu açıcılar genellikle büyük ve üstü açık bir tank ile hamur-su karışımını çeviren ve elyafı açan bir ya da birden çok döner bıçaklı bir donanımdan oluşur. Ama burada hamurun serbestliği azalmaz ve elyaf saçaklanmaz. tik kesiksiz çahşan inceltici olan ve adını mucidinden alan jordan makinesi, üstü bıçaklarla donatılmış konik bir rotor ile elyafı işleyen sabit bıçaklardan oluşur. Hareketli ve sabit bıçaklar karşılıklı ve uyumlu bir biçimde işler.
Kâğıt hamuruna, liflerin arasındaki bağı güçlendirmek amacıyla çeşitli dolgu maddeleri, tutkallama maddeleri, yaş dayanım sağlayan reçineler, köpük söndürücüler ve boyalar katılır.
Tutkallama, kâğıdın mürekkep gibi sulu çözeltileri geçirmesini ve yaymasını önler. Iç tutkallama, tutkallama maddesinin hamura iyice karıştırılması yoluyla yapılır; yüzey tutkallama ise tutkal presinde ya da kalenderde gerçekleştirilir. Tutkallama maddesi olarak hayvansal tutkallardan, reçine tutkalından, yapay reçinelerden, kazein, polivinil alkol, nişasta, mum karışımıgibi malzemelerden yararlanılır. İç tutkallamada en çok kullanılan madde, elyafa yüzde 1-5 arasında katılan dağılmış haldeki reçine sabunudur.
Kâğıdın beyazlığını, ışık ve baskı geçir- mezliğini, yüzey düzgünlüğünü ve mürekkep emme özelliğini artırmak amacıyla da hamura çeşitli dolgu maddeleri katılır. Kaolin (alüminyum silikat), rutil ve anataz minerallerinden elde edilen titan dioksit, özellikle sigara kâğıdında kullanılan öğütülmüş ya da çöktürülmüş kalsiyum karbonat, çinko oksit, çinko sülfür, baryum sülfat, kalsiyum sülfat, talk ve asbest en çok kullanılan dolgu maddeleridir. Dolgu maddelerinin elyafa tutunması alüminyum sülfatla gerçekleşir. Renkli kâğıtların hazırlanmasında, selüloza karşı ilgisi olan direk boyalar, öğütülmüş odun ile beyazlatılmış hamura karşı ilgisi olan suda çözünen boyalar ve renkli pigmentler kullanılır.
Lifler arasındaki bağları güçlendirmek ve kâğıdın kuru dayanımını artırmak amacıyla öğütülmüş hamura katılan maddeler ise etkin katyonlar içeren nişastalar, poliakrila- mit reçineler, keçiboynuzu zamkı gibi doğal zamklardır. Bütün kâğıtlar suyla ıslandığında dayanımlarının yüzde 90-95’ini kaybeder. Yaş dayanımı artırıcı maddeler katılmış kâğıtlarda bu oran yüzde 60’a kadar düşebilir. Üre formaldehit ve melamin formaldehit gibi organik reçineler, kâğıdın dayanımını artırmakta kullanılan başlıca malzemelerdir.
Yaprağın elde edilmesi. Kâğıt hamurundan yaprak elde edilmesinde kullanılan başlıca iki tür makine vardır; bunlar, merdaneli makineler ile Fourdrinier makineleridir. Silindirli makineler, üzeri elekle kaplı ve seyreltilmiş kâğıt hamuru dolu bir tekne içinde dönen bir ya da birden çok merdaneden oluşur. Kâğıt hamuru silindirde süzülürken, elek suyu sürekli olarak uzaklaşır.
Fourdrinier makinesinde ise hamur elek biçimindeki hareketli bantta süzülür. Son yıllarda bu iki türden başka çeşitli kâğıt makineleri de geliştirilmiştir. Çoğunlukla biçimlendiriri (former) denen bu makinelerin bazılarında klasik hareketli elek sistemi korunmakla birlikte, kâğıt daha çok emme silindirlerde biçimlendirilir; bazıları ise yalnızca emme silindirleriyle çalışır. Bir başka türde ise hamur iki elekli bant arasında sıkıştırılır ve elek suyu her iki yana doğru süzülür.
Çizim 2’de görülen modern bir Fourdrinier makinesinin başlıca bölümleri, hamurun dağıtıldığı hamur teknesi; yaprağın oluştuğu ve suyunun bırakıldığı elek masası; elekten alınan yaprağın keçeler arasında sıkıştınldı- ğı presler; sıkıştırılmış yaprağın buharla ısıtılan silindirlerde kurutulduğu kurutma bölümü; kâğıt yüzeyinin nişasta, tutkal ya da benzer maddelerle tutkallanarak iyileşti- rildiği yüzey tutkallama presleri; yüzeyin baskıyla düzgünleştirildiği kalenderler ve kâğıdın sarıldığı bobinlerdir.
Kâğıt makinesini terk eden kâğıt bobinler, piyasaya sevk edilmeden önce çeşitli tamamlama (ikmal) işlemlerinden geçirilir. Başlıca iki tür tamamlama işlemi vardır. Yaş dönüştürme işleminde bobin kâğıt, özelamaçlar için çeşitli maddelerle kaplanır, doyurulur ve ince yaprak haline getirilir. Kuru dönüştürme işleminde ise torbalar, zarflar, kutular, küçük rulolar ve kâğıt paketler yapılır. Kaplama işleminde, kaolin, titan dioksit, kalsiyum karbonat ya da saten beyazı (çöktürülmüş kalsiyum sülfat ve alüminyum hidroksit karışımından oluşan beyaz pigment) gibi pigmentlerden oluşan sulu karışımlar kullanılır. Kaplama işlemi kâğıt makinesindeki kurutma bölümleri arasında uygulanabileceği gibi, daha sonra ayrı bir makinede de gerçekleştirilebilir.
TÜRKİYE’DE KÂĞIT SANAYİSİ.
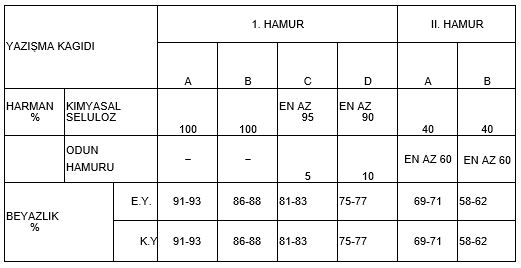
Türkiye’de kâğıt Osmanlı döneminde 1453’ten başlayarak Beykoz, Kâğıthane, Yalova ve Bursa’da kurulan kâğıthanelerde üretilmiştir. İlk kâğıt makinesi ise 1846’da İzmir’deki Halkapı- nar’da kuruldu. Bu dönemde kâğıt yapımında, tutkallama işleminde ve kâğıt süslemesinde (tezhip, ebru) büyük gelişmeler Türkiye’de üretilen başlıca kâğıt türleri ve gramajları kaydedildi. Ama bu imalathaneler kapitülasyonlar ve yabancılara tamnan çeşitli ayrıcalıklar nedeniyle yabancı şirketlerle rekabet edemediklerinden kuruluşlarından kısa bir süre sonra kapatıldı. Modern anlamda kâğıt sanayisi Cumhuriyet döneminde kuruldu. İzmit’te kurulan ve önceleri adı Sümerbank Kâğıt ve Karton Fabrikası olan tesis 1936’da üretime geçti. 1950’de genişletilen tesisin adı Türkiye Selüloz ve Kâğıt Fabrikaları (SEKA) olarak değiştirildi. Zamanla bu tesislere İzmit’te ve başka bölgelerde sekizi kamuya ve 30’u özel sektöre ait yeni fabrikalar eklendi ve 1936’da 10 bin ton olan kâğıt ve karton kapasitesi günümüzde 1 milyon tona ulaştı. 1991’de 403.144 tonunu SEKA’nın, 446.952 tonunu özel sektörün gerçekleştirdiği 850.096 ton kâğıt üretimi yapılmıştır. Kamu sektörü, üretiminin yüzde 85’ini orman kaynaklarından, geri kalan hammadde ihtiyacının yüzde 10’unu ise kamış, kendir, saman gibi öbür bitkisel elyaftan, yüzde 5’ini de atık kâğıtlardan elde edilen liflerden sağlamaktadır. Odun selülozu tümüyle kamu sektörünce üretilmektedir. Özel sektör ise orman kaynaklarından hiç yararlanamamakta, kâğıt hamuru gereksinimini bir yıllık bitkilerden elde eden birkaç tesis dışında, tümüyle yerli atık kâğıtlardan ya da dışalım yoluyla gelen selüloz ve atık kâğıttan karşılamaktadır.
Kaynak: Ana Britannica
Son düzenleyen Baturalp; 29 Temmuz 2017 01:46
Tanrı varsa eğer, ruhumu kutsasın... Ruhum varsa eğer!